在汽车、工业设备、家电等领域的线束加工中,缠胶带是一项关键工艺,其作用、适用场景、操作规范及优化方向都与线束的可靠性、安全性密切相关。
一、缠胶带工艺的核心作用
缠胶带的核心目的是通过物理包裹实现对线束的保护、固定、绝缘及环境适配,具体原因包括:
1. 机械保护:防止线束在装配、使用过程中因摩擦(与金属件、塑料件接触)、碰撞导致导线绝缘层破损(如汽车线束与车身钣金摩擦)。
2. 绝缘隔离:避免多根导线之间或导线与接地件之间发生短路(如高压线束需通过胶带增强绝缘等级)。
3. 固定成型:将分散的导线束捆绑成规整形状,防止线束松散、晃动(如发动机舱线束需通过胶带固定成束,避免因振动导致导线错位)。
4. 环境密封:阻挡水分、灰尘、油污等侵入(如户外设备线束需通过防水胶带防潮,发动机舱线束需耐油污胶带防腐蚀)。
5. 标识区分:通过不同颜色的胶带(如红色、黄色)区分线束功能(如电源线、信号线),便于后期检修。
6. 耐环境适配:通过特殊材质胶带(如耐高温、耐低温、耐老化胶带)适应极端环境(如发动机舱高温、户外低温)。
二、缠胶带的线束类型及应用场景
并非所有线束都需要缠胶带,需根据使用环境、功能需求选择,常见类型及应用如下:

三、缠胶带工艺的工序与步骤
缠胶带是一项标准化操作,需按流程执行以确保质量,具体步骤如下:
1. 准备阶段
工具与材料:根据线束需求选择胶带(如PVC、布基、聚酰亚胺等)、剪刀/胶带切割器、张力控制器(部分自动化设备)。
线束检查:确认导线绝缘层无破损、导线排列无交叉,避免缠绕后导线受力。
2. 定位起点
起点需距离线束端部或连接器5-10mm(避免覆盖连接器接口),用手指按压胶带起始端2-3秒固定(防止松动)。
若为分支线束(如Y型分支),起点需从主干与分支的交汇处开始,确保分支根部被完全包裹。
3. 缠绕操作
缠绕方式:根据需求选择。
重叠缠绕(常用):胶带边缘与前一圈重叠1/2-1/3宽度(增强密封性),适用于防水、耐磨损场景;
螺旋缠绕:胶带与线束轴线呈45°角,相邻圈无重叠(节省材料),适用于仅需固定的场景;
密缠+疏缠结合:线束根部(如连接器附近)密缠(重叠1/2),中间段疏缠(螺旋),平衡保护与成本。
张力控制:力度均匀(胶带拉伸率不超过20%),过紧会导致胶带后期收缩开裂,过松则易松动。
4. 终点固定
终点需超出缠绕区域5-8mm,将胶带末端反向折叠1-2mm(形成“尾巴”),再用手指按压3-5秒;若为高振动场景,可在终点处多缠绕2圈加固。
5. 最终检查
外观:无褶皱、气泡、断裂,胶带边缘整齐;
牢固性:轻拉胶带末端,无松动或位移;
功能:若为绝缘场景,需用万用表检测绝缘电阻(符合设计要求,如≥100MΩ)。
四、缠胶带的规范与标准
缠胶带需遵循行业标准及企业内部规范,核心要求包括:
1. 胶带选型标准
耐温性:根据环境温度选择(如发动机舱≥150℃,驾驶舱≥85℃);
绝缘等级:高压线束≥1000V,低压线束≥500V;
材质兼容性:避免胶带与导线绝缘层发生化学反应(如PVC胶带与某些橡胶绝缘层可能互溶)。
2. 缠绕参数标准
重叠率:防水/耐磨损场景≥50%,普通固定场景≥30%;
张力:手动缠绕时拉力约5-10N(自动化设备可预设参数);
长度:覆盖需保护区域,且两端各延伸5mm以上。
3. 外观与性能标准
外观:符合《QC/T 29106-2014 汽车电线束技术条件》等标准,无露线、褶皱、气泡;
性能:经耐温试验(如150℃×1000h)、耐振动试验(10-2000Hz)后,胶带无开裂、脱落。
五、操作细节与质量影响因素
关键注意细节
1. 胶带储存:需在常温(20±5℃)、干燥(湿度≤60%)环境下储存,避免阳光直射(防止胶带老化);
2. 导线保护:缠绕时避免指甲或工具划伤导线绝缘层(尤其是细导线);
3. 拐角处理:线束拐角处需增加缠绕圈数(如多缠2-3圈),避免应力集中导致胶带开裂;
4. 胶带衔接:不同类型胶带衔接时(如PVC与布基),需确保接触面清洁,避免因粘性差异导致分层。
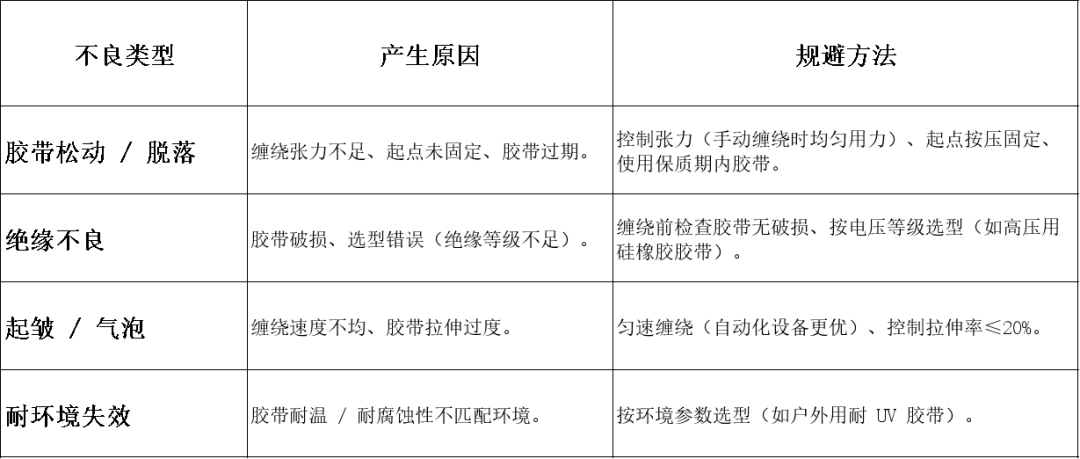
常见不良品及规避方法
六、不良品返工与效率优化
不良品返工流程
1. 松动/脱落:拆除原有胶带(避免损伤导线),清理导线表面油污,按标准重新缠绕(重点加固起点和终点);
2. 绝缘不良:若胶带破损,切除破损段并更换新胶带(长度需覆盖破损处两端各10mm);若选型错误,整体更换符合要求的胶带;
3. 起皱/气泡:小面积气泡可扎破后按压排气,大面积起皱需拆除重缠。
效率提升方法
1. 自动化设备替代:引入自动缠绕机(如带张力控制的机器人缠绕设备),效率较手动提升3-5倍,且缠绕均匀性更高;
2. 工艺标准化:制定SOP(标准作业指导书),明确胶带型号、缠绕参数(重叠率、张力),减少操作差异;
3. 预加工优化:提前裁切胶带(按线束长度定制胶带段),减少现场裁剪时间;
4. 员工培训:通过模拟操作训练提升熟练度(如拐角缠绕技巧),降低返工率;
5. 胶带选型优化:使用自粘型、易撕型胶带(如带预切口的胶带),减少剥离和裁剪时间。
缠胶带工艺是线束可靠性的“保护盾”,其核心是“适配场景+规范操作”。通过合理选型、标准化流程及自动化升级,既能保证线束在复杂环境下的稳定性,又能提升生产效率,最终实现“质量与效率”的平衡。