在电子连接领域,压接是一种至关重要的工艺,它通过对端子和导线的精准压缩,建立起稳定可靠的电气通路。无论是汽车电子、工业控制还是消费电子产品,高质量的压接都直接影响着设备的性能与安全。本文将从压接的核心术语解析入手,逐步深入到压接过程的质量控制,带您全面了解这一关键技术。
一、压接核心术语解析
压接工艺涉及多个关键概念,每个概念都对应着压接质量的一个重要维度,理解这些术语是掌握压接技术的基础。
1. 喇叭口
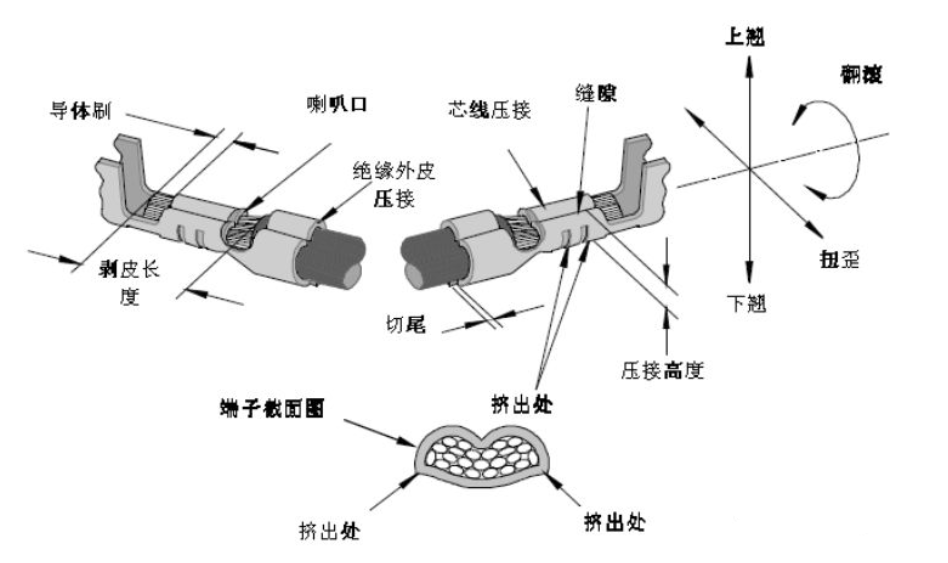
压接完成后,在芯线压接框的边缘会自然形成一个“喇叭口”,也被称为芯线漏斗。它的核心作用是保护芯线 —— 避免芯线压接框的锋利边缘在后续使用或振动过程中割断、割伤芯线,从而保障电气连接的稳定性。从规格上来说,喇叭口轴向长度(L)宜为 0.5–1.0 × 材料厚度 t,且 L ≤ 0.3 mm(导线截面积≤0.14 mm²,对应≤26 AWG)或 0.5 mm(导线截面积 > 0.14 mm²,对应 > 26 AWG),这一要求符合 IEC 60352-2:2020 5.2.3 标准,既保证了保护效果,又避免因尺寸过大影响压接整体结构。
2. 弯曲试验
弯曲试验是专门用于测试绝缘外皮压接质量的经典方法。其操作流程需严格遵循国际标准:将压接好的导线按照90°±5° 角度,双向各进行 6 次循环弯曲(共 12 次弯曲动作),之后仔细评估绝缘外皮与芯线束的相对移动情况。需要特别注意的是,在压接细导线时,操作必须格外小心,避免割破绝缘外皮压接处后面的绝缘层,否则会导致电线绝缘性能下降,甚至引发短路风险。
3. 导体刷
导体刷指的是穿过芯线压线框、且面向端子接点区的芯线束。由于存在从压线框中凸出的芯线束,在压接过程中,机械压接力能够完全作用于芯线上,确保芯线与端子之间紧密接触,降低接触电阻。根据 IPC/WHMA-A-620 3.3.4 标准,导体刷的长度需满足 可见长度 0.5–1.0 mm(适用于截面积≤2 mm² 导线),同时不得进入端子的配对区(mating zone),否则会影响端子与其他部件的正常对接,造成接触不良。
4. 芯线压接与芯线压接高度
•芯线压接:简单来说,就是对套在芯线上的端子压线框进行压缩的操作。这一过程的核心目标是建立起低电阻、高电流承载能力的电气通路,确保电流能够稳定传输,满足设备的用电需求。
•芯线压接高度:指的是从压接形成的顶面到底部径向表面的距离,需要注意的是,该高度不包括挤出处的高度。芯线压接高度的测量采用快速、非破坏性的方法,其测量结果是判断端子压线框是否正确压接到芯线上的关键依据,也是压接过程控制中的重要指标。
在制定压接高度规范时,需要综合考虑导线的股数、涂层、端子材料以及电镀情况,同时兼顾压接的电气性能(如接触电阻)和机械性能(如抗拉强度)。不同于“仅规定一种压接高度” 的传统认知,当前汽车线束等领域的量产实践中,允许按线规分 2–3 档高度,但每档高度必须单独进行过程能力验证,且需满足 Cpk≥1.67 的要求,以确保不同规格导线的压接质量均达标。
5. 切尾长度
端子从承载带上分离后,端子头并非平整状态,而是会凸出一部分,这部分凸出结构被称为切尾。根据 Molex、TE 等主流端子厂商的规格书要求,切尾长度需满足 ≤1.0 × 端子材料厚度(t),同时不得高于绝缘压接片底部,且不能阻碍端子插入连接器塑壳至止挡位。若切尾过长或位置不当,会导致端子插入塑壳时无法到位,进而露在塑壳外边,不仅影响外观,还可能无法满足电气间距要求,存在安全隐患。因此,在生产中通常会设置专门工具精准控制切尾尺寸。
6. 挤出(外展)
在压接过程中,导线压线框底部可能会形成外展(挤出),正常情况下需控制底部外展量Δ<0.1 mm。需要纠正的是,外展的主要成因并非“冲头与铁砧之间的间隙”,而是砧座磨损导致压接受力不均,或压接高度设置过低造成过度压缩。若外展量超出限值,或出现凹凸不平的挤压效果(多因冲头与铁砧错位、喂送调整失效等导致),会破坏压接结构完整性,影响电气连接稳定性。
7. 绝缘外皮压接相关概念
•绝缘外皮压接(缓解应力):绝缘外皮压接的作用十分关键,它能为电线提供支撑力,方便电线插入塑壳,同时还有助于端子抵抗振动,减少振动对电气连接的影响。在压接过程中,端子必须尽可能牢牢抓住电线,但又不能压透绝缘外皮触及芯线,否则会破坏电线的绝缘性能。根据 IEC 标准要求,绝缘压接片需环抱电线外周≥180°,轻拉电线时无肉眼可见滑移,这是判断绝缘外皮压接合格的核心依据。判断结果需结合连接的使用场合,对于特定应用场景,建议通过弯曲测试确定绝缘外皮压接提供的缓解应力能力是否达标。
•绝缘外皮压接高度:与芯线压接高度不同,通常不规定绝缘外皮的压接高度,主要原因是绝缘外皮的厚度、材料和硬度存在极大差异,且大多数端子被设计成可容纳多种规格的导线。在端子的适用范围内,可能出现无法完全抱住绝缘外皮或无法严丝合缝抱紧导线的情况,但只要满足“环抱≥180°+ 无滑移” 的标准,通常认为绝缘外皮压接合格。若要检查绝缘外皮的压接截面,可将电线从端子后面切下,保证切面齐平于端子后面。确定更佳压接设置后,需记录绝缘外皮压接高度,操作人员可将其作为设置步骤的一部分进行检查。
•绝缘外皮末端位置:指的是绝缘外皮末端在绝缘外皮压接处到芯线压接处之间过渡区间内的位置。正确的定位要求是绝缘末端位于过渡区中心,且绝缘不得进入芯线压接区—— 前者确保绝缘压接片能充分包裹绝缘层,提供稳定支撑;后者避免绝缘层干扰芯线与端子的接触,保障电气性能。若使用台式压接机压接,绝缘外皮末端位置由导线止档和剥皮长度决定;若使用自动电线处理机压接,则由压接机的进 / 出调整决定。
8. 剥皮长度
剥皮长度即导线绝缘外皮被剥去后,暴露出来的芯线长度。当绝缘层末端位置在绝缘外皮压接处和芯线压接处之间的过渡区间居中时,剥皮长度直接决定了导体刷的长度。因此,精准控制剥皮长度是保证导体刷符合“0.5–1.0 mm 可见长度” 要求、进而保障压接质量的重要环节。
二、压接过程控制:保障质量的关键环节
压接过程并非孤立操作,而是端子、电线、工具、人员、方法、程序和环境等多因素相互作用的结果。只有对整个过程进行严格控制,才能实现合格的压接,而质量控制则是高质量压接操作的核心组成部分。虽然工具设置和检查不会耗费过多时间,却能有效避免后续返工、召回及信誉损失,潜在节约可达数百万美元。
1. 压接偏差及应对
压接偏差指的是从一个压接到另一个压接过程中出现的轻微变化,主要分为普通偏差和特殊偏差两类,它们通常会影响压接效果的一致性,由多种因素导致。
•普通偏差:主要源于成卷电线或端子自身固有的容差,同时也与剥皮和压接设备的自然误差有关。要减少普通偏差,通常需要更换电线、端子和模具的制造商,选择精度更高、质量更稳定的原材料和设备。
•特殊偏差:由不规则、不可预知的特殊情况引起,例如模具松脱、模具损坏等。若在前几百个端子压接后出现这些问题导致过程堵塞,而未对整个压接过程进行跟踪检查,可能在压接完成千上万个端子后才能发现问题,造成大量不合格产品,带来严重的经济损失。因此,在压接过程中,定期检查模具状态、实时监控生产过程至关重要。
2. 过程能力研究
在使用新压接工具进行生产前,必须使用即将在生产中实际应用的特定电线开展过程能力研究。该研究基于正态分布(钟型曲线)的假设,核心目的是估计生产中出现不合格测量值的可能性(通常用 PPM,即潜在缺陷的百万分率表示)。
•样本采集与分析:在压接过程中,需连续取样≥30 件(避免非连续取样导致的偏差),通过计算样品的平均值(μ)和标准偏差(σ)来评估过程能力。其中,Cp(能力指数)和 Cpk(制程能力指数)是两个关键指标,通常要求 Cpk≥1.33(客户要求)或 Cpk≥1.67(企业内部控制)。
•Cp 与 Cpk 的计算与意义:
◦Cp(过程能力指数):计算公式为 Cp = (USL – LSL) / 6σ,其中 USL 为上规格限,LSL 为下规格限,(USL – LSL) 代表公差带范围。Cp 的数值范围从 0 到无穷大,数值越大,表明过程能力越强,通常认为大于 1.33 的数值在大多数应用场合是可接受的。
◦Cpk(制程能力指数):计算公式为 Cpk = min[(USL – μ)/3σ, (μ – LSL)/3σ],它反映了过程均值与公差带中心的偏移程度,能更精准地判断制程是否能制造出符合规格的产品。若制程设定为规范的平均值,那么 Cpk 值等于 Cp;若 Cpk<0,则表示过程均值已落在公差带之外(超出 USL 或低于 LSL),此时会产生大量不合格品;若 Cpk 在 0 和 1 之间,意味着部分六西格玛分布范围超出允许范围;若 Cpk 值大于 1,则六西格玛分布范围完全处于允许范围之内。
•六西格玛目标:六西格玛是许多企业追求的质量目标,但其“几乎零缺陷” 的前提是 在 1.5σ 偏移假设下(考虑实际生产中过程均值的自然偏移),此时六西格玛水平对应 3.4 PPM(百万件产品中仅 3.4 件缺陷)。一个企业能否达到六西格玛水平,主要取决于其制程的普通偏差量 —— 手动压接工具比压接机与模具配合压接产生的偏差更大,台面端比电线加工机械造成的偏差也更大。
•测量偏差的影响:压接偏差中包含一部分测量偏差,这是由不同测量设备的精度差异以及同一测量人员每次测量方式的不同导致的。用于压接高度测量的设备需满足分辨率≤0.01 mm,测量力 0.5–1.2 N,符合 IEC 60352-2 附录 B 的要求,其精度远高于普通卡尺。同时,需通过量规能力研究(GR&R)评估测量系统的可靠性,接受准则为 % R&R≤10 % 可接受,10–30 % 需结合应用风险判断,>30 % 必须改进测量系统(如校准设备、培训操作人员)。对于微型端子压接到细电线上的情况,其压接高度偏差范围要求更窄,以保证抗拉强度,而测量误差会增加测定的偏差值,进而降低 Cpk 数值。
此外,若从生产压接中获得的数据与从工具能力研究中得出的数据存在明显差异,需要重新确认压接工具的能力,确保工具处于正常工作状态。
3. 生产阶段的质量控制
•小批量生产的特殊性:许多线束生产商一次仅压接数百条或数千条电线,但若完全省略能力验证,会增加质量风险。因此,小批量生产可用“首件 30 件能力验证 + 末件对比” 的方案,首件验证确认初始设置合格,末件对比排查过程漂移;同时,过程中需采用 100 % 压接高度监控,实时记录数据并计算 Cpk,确保全程质量可控,既符合 IATF 16949 标准要求,又兼顾经济性。
•肉眼检测:操作人员需严格按照标准操作步骤,手工分开每束线束,用肉眼检查喇叭口(轴向长度、无锋利边缘)、导体刷(长度、不进配对区)、绝缘外皮末端位置(过渡区中心、不进芯线区)、切尾(≤1.0 t、不阻碍插入)和绝缘外皮压接(环抱≥180°、无滑移)等关键部位的质量,也可借助智能压力管理系统进行辅助检测,提高检测效率和准确性。
•控制图表的应用:由于压接高度测量快速且无损,同时对端子的电气和机械可靠性至关重要,因此压接高度通常会被绘制成控制图表(常用 X̄-R 图,即均值 - 极差图)。绘制控制图表主要有三个目的:一是解决设置时样本数量少、统计价值有限的问题;二是及时记录过程中不规则、不可预测的特殊情况引发的偏差,避免操作结束后报废大量端接接头;三是为评估和改善压接过程提供必要的数据支持。
在实际应用中,设置好工具并确定线径后,需使用单张图表记录电线颜色变更、电线长度变更、端子材料变更或设置调整等信息。操作人员在图表上记录数据点后,可根据数据调整压接高度,若每次调整后都及时记录数据,压接过程的质量大多能得到有效控制。有时数据结果可能表明过程无需改善,此时操作人员需尽可能提供详细的图表说明,为后续生产和质量追溯提供依据。
值得注意的是,管理制造过程的有效且经济的方法,是了解、监测并减少制程本身固有的偏差根源,在设置或调整上过度耗费时间往往是徒劳的。
4. 控制图表的解读
压接高度控制图通常采用子组容量 n=5 的 X̄-R 图,其控制限计算方式为:
•X̄ 图(均值图):上下控制限 UCL/LCL = X̄̄ ± A₂R̄,其中 X̄̄ 为所有子组均值的平均值,R̄ 为所有子组极差的平均值,A₂=0.577(仅适用于 n=5 的子组);
•R 图(极差图):上控制限 UCL = D₄R̄,下控制限 LCL = D₃R̄,其中 D₄=2.114,D₃=0(同样适用于 n=5 的子组)。
需要特别注意的是,子组容量必须保持恒定,若更换子组容量(如从 n=5 改为 n=6),需重新查询控制图系数表(如 A₂、D₄、D₃)并计算控制限,否则会导致判异结果失真。
控制图的判异需遵循明确规则(常用 Nelson 规则),而非仅凭 “数据偏移” 主观判断,例如:
•规则 1:单点超出 3σ 控制限(超出 UCL 或 LCL);
•规则 2:连续 9 点落在中心线(CL)同侧;
•规则 3:连续 6 点递增或递减。
例如,某控制图表显示制程在第 12 和 13 次测量时出现偏移,需先通过 Nelson 规则判断是否构成 “判异”,再分析原因:若偏移由更换材料引起,可能需要调整压接高度;若偏移是堵塞后出现的,通常不需要调整,但需密切关注模具状态;若偏移因操作人员换班导致,则无需调整压接高度,而是要评估新操作人员的测量能力(如通过 GR&R 验证)。总之,控制图表的核心目的是查明偏移原因,进而确定是否需要对制程进行调整,确保压接质量始终处于可控范围。
通过对压接关键术语的深入理解和压接过程的严格控制,能够有效保障压接质量,为电子设备的稳定运行奠定坚实基础。在实际应用中,需结合具体生产场景,灵活运用各类质量控制方法,严格遵循国际标准与行业规范,不断优化压接工艺,提升产品竞争力。